Manici fusi di un vassoio in argento

Abbozzo della forma del vassoio in argento
Fase preliminare. Dopo avere saldato la cornice del bordo del vassoio sulla lastra ( di cui ci occuperemo in un prossimo articolo) e provveduto alla rifinitura interna del bordo stesso mediante cesello al fine di lisciare e lucidare la saldatura che eventualmente si fosse presentata in maniera non soddisfacente, si disegnano le linee di costruzione interne al piano e si delimitano le aree da sfondare utilizzando matita, compasso e stecca flessibile da segno.
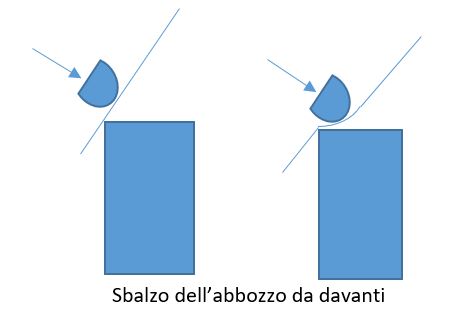
L’abbozzo è il procedimento mediante il quale il vassoio assume la sua forma e si determina la sua profondità. (Altezza del vassoio). L’abbozzo a martello nella scuola veneta avviene mediante una serie di colpi ravvicinati e consecutivi che avvengono colpendo la superficie da “sfondare” lungo la linea di guida precedentemente disegnata, in modo che il martello affondi nella lastra e che questa lo segua prendendone la forma, in quanto frenata da una contro colpo in legno fissato in morsa che vada a determinare lo sbalzo.




Gli spigoli interni e le coste che scendono nell’abbozzo, vengono ripassati al fine di migliorarne il dettaglio con l’ utilizzo di ceselli che ne marcano il segno

Dopo l’abbozzo si deve spianarlo con la martellatura
2 – Spianatura
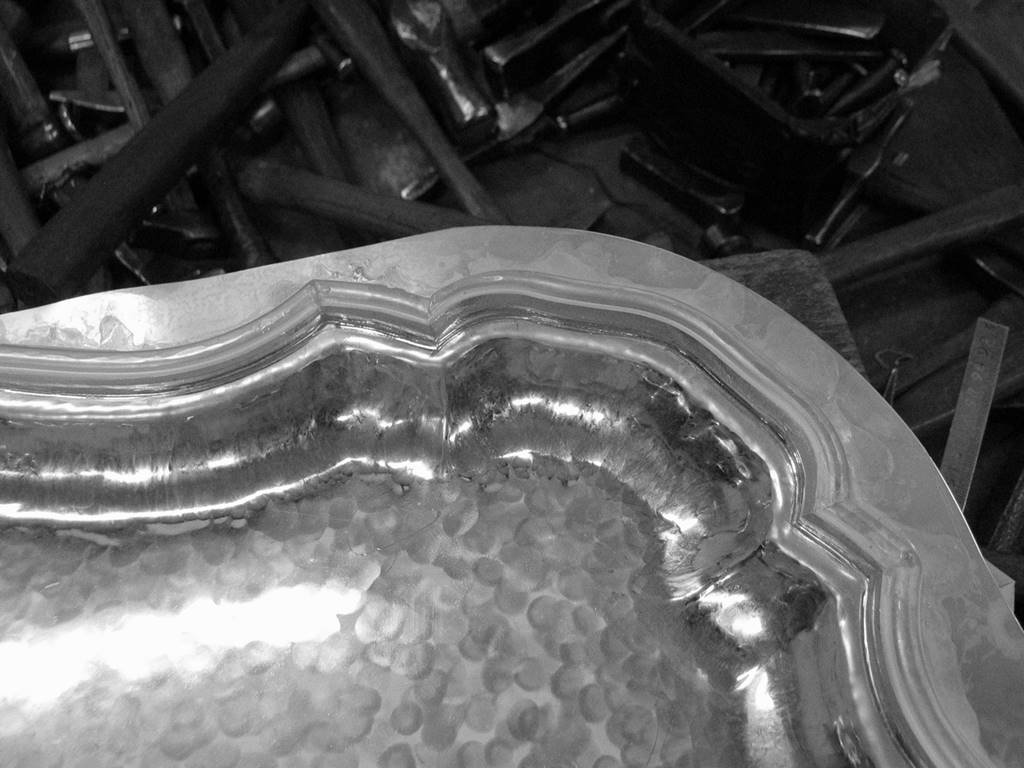
La spianatura è la lavorazione a martello che serve a lisciare le superfici abbozzate mediante battitura della superficie. Quest’ultima si trova in posizione di costante appoggio dinamico a causa del continuo spostamento del vassoio da parte dell’artigiano al fine di batterlo con concatenamenti di battute continue e ritmate utilizzando il martello della giusta forma e dimensione. Durante il movimento di spostamento dell’oggetto, il punto di appoggio deve essere sempre mantenuto anche se la forma non è rettilinea. La spianatura si esegue solitamente per porzioni di superficie con andamento a linee successive dall’ esterno verso l’interno. Ad esempio un tratto da una costa all’ altra evitando così effetti derivanti da stacco di battitura, fermate e riprese, oppure una curva o una costa per volta.

SPIANATURA DEL VASSOIO
Il fondo: l’area più delicata
3 – Gestione del fondo.
Il fondo del vassoio ad opera conclusa deve risultare piano e privo di aree troppo morbide o troppo tese. In entrambi i casi si avranno problemi di stabilità. Con fondo che “tira” il bordo esterno sarà instabile, se il fondo sarà troppo morbido alla prova di scuotimento “ballerà”. Un fondo con tensione disomogenea avrà aree che caleranno verso il basso. Tutti questi difetti dovranno essere gestiti e corretti fin dalle prime fasi di lavorazione. Un difetto di tensione della superficie troppo marcato porterà ad un cattivo risultato. In fase finale si può correggere solo differenze minime.
La gestione della tensione e del buon risultato del fondo del vassoio in argento passa attraverso un lavoro di individuazione precoce del difetto, la tecnica che si usa è quella della battitura su incudine a faccia piana (Tasso) e relativi martelli piatti atti a “smollare” o tensionare l’intera superficie o aree definite grazie alla dilatazione ”crescita” del metallo stesso sotto l’azione dei colpi. La battitura e gestione del fondo di un vassoio è solo per argentieri esperti, poiché colpi “falsi” cioè non atterrati sulla superficie in posizione perfettamente piana ne determinano la deformazione e la creazione di inestetismi dette “scalcagnate”
Per un migliore risultato inseriamo un elemento estetico
4 – Il gradino
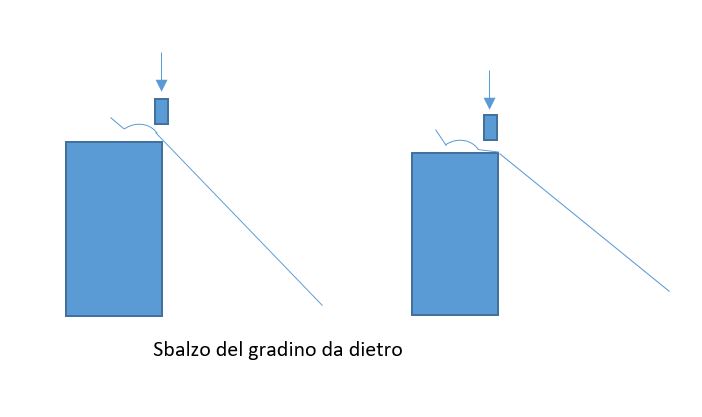
Un vassoio in argento può essere ideato e realizzato con un dettaglio estetico molto apprezzabile per l’eleganza che offre alla visione d’insieme; il gradino. Esso si ricava dalla superfice della lastra andando a modellare la parte d’incontro della “sguscia” e del fondo. La tecnica usata è quella dello sbalzo da dietro (contrariamente allo sbalzo da davanti dell’abbozzo).
Si tratta di una lavorazione di pregio che viene messa in atto a vassoio finito, quindi con tutti i rischi del caso se non dovesse essere effettuato da persona esperta. Una volta ottenuto il gradino, esso sarà sottoposto ad un lavoro di rifinitura che si esegue a martello dalla parte interna del vassoio e che prende il nome di rifilatura. L’altra rifinitura del gradino si esegue a cesello ripassandone lo spigolo tra esso ed il fondo con il derivante e benefico di dare la “tirata finale al fondo che ne aumenta bellezza e stabilità.

5 – Finitura e lucidatura
A vassoio finito si ritaglia con la cesoietta da argentieri la lastra che abbonda ai margini esterni del bordo. Fino ad ora ci era servito per dare stabilità all’oggetto durante la lavorazione, base di appoggio per la saldatura d’argento tenera durante la brasatura del bordo alla lastra di partenza e da presa durante la lavorazione in abbozzo, durante la spianatura e la realizzazione del gradino. Ciò che rimane attaccato al bordo viene limato e carteggiato, in modo da preparare il pezzo alla lucidatura.
L’importanza delle spazzole
La lucidatura si effettua grazie a spazzole rotanti che nella prima sgrossatura sono costituite di dischi di cotone intervallati da dischi di Sisal ( è un tipo di agave del centro America). Questa, opportunamente posta a contatto con pasta abrasiva, ha un effetto spazzolante e serve a rimuovere ossidi ostinati, graffi e segni di lima. Successivamente si ripassa tutto con spazzole di cotone leggero abbinato a paste abrasive da lucido. Nell’ antica tradizione argentiera vicentina, l’ultima finitura si esegue utilizzando una spazzola rotante a bassa velocità (800 giri minuto). Dopo avere estratto il vassoio da un bagno di soluzione di acido solforico al 3% si passa il vassoio sotto la spazzola costituita di finissimi filamenti di metallo (Alpacca) che gira sotto un filo costante d’acqua. E’ una rifinitura che brillanta molto l’oggetto conferendogli un tono di luce caldo grazie alla micro satinatura che la distingue.






Vai alla pagina arredo casa per vedere altri vassoi fatti a mano
Lascia un commento